
VIP会員

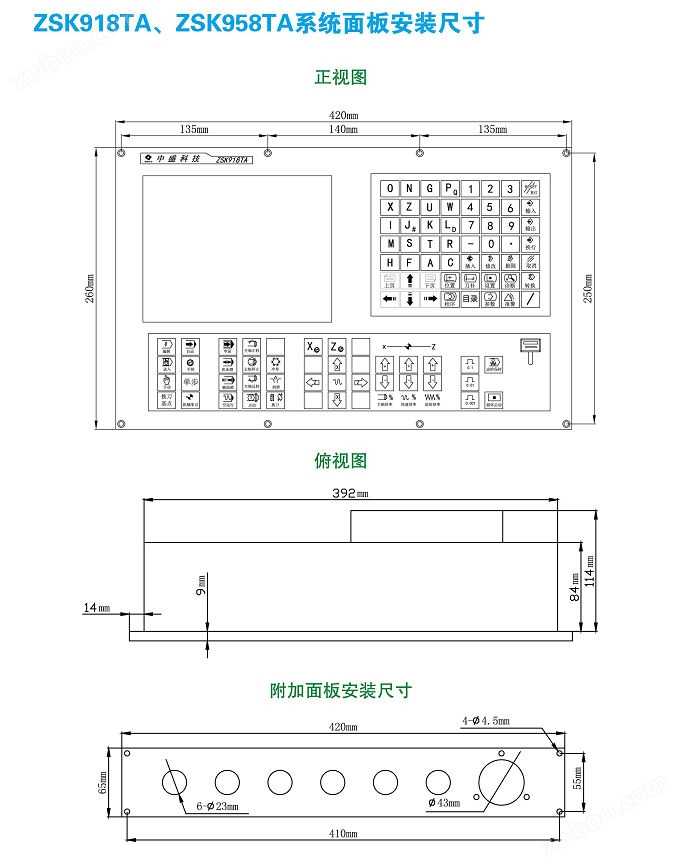
ZSK 918 TA NC旋盤システム
ZSK 918 TA NC旋盤システムは温州中盛科技有限公司が市場ニーズに対して開発した次世代制御フルデジタルサーボのNC旋盤システムである。●32ビット埋め込み型CPU、超大規模プログラマブルデバイスFPGAを採用し、マルチタスク制御とハードウェア補間技術を実現し、μm級精度運動制御を実現する。高
製品の詳細
|
運動制御機能 |
制御軸:2軸(X、Z)。 |
|
補間方法:X、Z二軸直線、円弧補間。 |
|
|
位置範囲:±9999.999mm; 最小コード単位:0.001mm。 |
|
|
最高送り速度:直線15000 mm/min ;送り倍率:0~150%16レベルのリアルタイム調整。 |
|
|
最早送り速度さいこうしんそくど:線分せんぶん30000 mm/min;高速倍率:F0、25%、50%、100%4級。 |
|
|
手動送り速度:0mm/min~1260mm/min16レベルのリアルタイム調整。 |
|
|
各転送送り:0.01mm/r~500mm/r(インストールが必要100p/r~5000p/rスピンドルエディタ)。 |
|
|
加減速方式:高速移動採用S型加減速、切削送りは指数型加減速を用いた。 |
|
|
電子ギア比:周波数逓倍1~32767、分周1~32767。 |
|
|
電子手脈機能:0.1mm、0.01mm、0.001mm3段 |
|
|
手動操作:手動連続送り、手動ホイール送り、手動増分送り、手動工作機械戻り基準点 |
|
|
プログラム編集機能 |
3単一固定ループコードと7複合ループコードを作成します。 |
|
6144KB最大容量384個のプログラム四重サブルーチン呼び出し、ユーザーマクロプログラム呼び出しをサポートする。 |
|
|
プログラミング形式:ISO標準書式;相対/絶対混合プログラミング、 |
|
|
プログラムプログラム:入力、出力、検索、修正、挿入、削除、コピーなどの機能。 |
|
|
単一セグメント実行、ホップ選択セグメントが実行されます。 |
|
|
ねじ機能 |
コモンシングルヘッド/多頭ストレートねじ、テーパねじ、端面ねじ及びピッチねじ、ねじの後退長さはプログラムで指定できます。 |
|
ねじピッチ:0.001mm~500mm(メートル法)0.06歯/インチ~25400歯/インチ(インチ)。 |
|
|
スピンドルエンコーダ:100p/r~5000p/rエンコーダ。 |
|
|
ツール機能 |
適合工具ホルダ:最大設定は8ステーション電動工具ホルダ。 |
|
カッター信号入力方式:直接入力。 |
|
|
ナイフ交換方法:MDI/自動絶対交換器または手動相対交換器、正転セレクト、反転ロック。 |
|
|
対刀方式:定点対刀、試切対刀。 |
|
|
ほしょうきのう |
バックギャップ補正:X、Z軸の各0mm~20.000mm。 |
|
ピッチ誤差補償:X、Z軸の各255個の補償点、補償量範囲:補償点ごと0~±255μm。 |
|
|
工具補償:32グループ工具長補償、刃先半径補償(補償方式C)。 |
|
|
パッチ実行方法:ツール移動/座標オフセット |
|
|
スピンドル機能 |
制御方式:スイッチング量制御/アナログ制御 |
|
スイッチング量制御:S□命令はPLCプログラム定義、処理、PLCプログラムS1、S2、S3、S4直接出力。 |
|
|
シミュレーション制御:S□□□□主軸の実回転数を指定し、NCしゅつりょく0~10Vアナログ電圧制御主軸の無段変速は、4速主軸の機械的シフト位置をサポートする。 |
|
|
定線速切削機能:有(主軸シミュレーション制御方式を選択すると有効) |
|
|
インタフェースを表示 |
ディスプレイ:ワイドスクリーンLCD;時計付き表示、グラフィック表示、故障アラーム、ソフトリミットアラーム。 |
|
表示方式:中国語と英語で表示し、パラメータで設定します。 |
|
|
アクセシビリティ |
手動/MDI/自動方式で主軸の正転、逆転、停止を制御する、冷却液の起動停止、潤滑起動停止、MDI/自動制御チャッククランプ/放して、テールベースの前進を制御する/退却。工作機械のロック、空運転、補助ロック。 |
|
つうしん |
USB通信機能、サポートCNCとCNC、PC双方向通信、CNCソフトウェア、PL通信可能なアップグレード。 |
|
アダプタドライバ |
インパルス+方向信号入力のZS12A、ZS12Bシリーズデジタル交流サーボ駆動装置、 |
|
標準機能 |
自己診断機能、サイクル加工機能、組み込みPLC関数を参照してください。 |
Gコード#コード#
|
Gコード#コード# |
機能 |
|
Gコード#コード# |
機能 |
|
G00 |
位置決め(高速移動) |
G70 |
複合仕上げサイクル |
|
|
G01 |
直線補間(切削送り) |
G71 |
ふくごうがたそうサイクル |
|
|
G02 |
時計回り円弧補間 |
G72 |
複合型端面粗車サイクル |
|
|
G03 |
反時計回り円弧補間 |
G73 |
複合型クローズド荒車サイクル |
|
|
G04 |
一時停止、準停止 |
G74 |
複合型端面深穴加工サイクル |
|
|
G20 |
イギリス単位選択 |
G75 |
複合型内円、外円ノッチサイクル |
|
|
G21 |
メートル単位の選択 |
G76 |
ふくごうねじ切りサイクル |
|
|
G26 |
リトラクト基準点に戻る |
G90 |
単一型外円、内円切削サイクル |
|
|
G28 |
機械ゼロに戻る |
G92 |
ねじ切りサイクル |
|
|
G32 |
等間隔ねじ切り |
G94 |
エンドカットサイクル |
|
|
G40 |
刃先半径補償のキャンセル |
G96 |
定線速制御有効 |
|
|
G41 |
刃先半径左補正 |
G97 |
定線速制御無効 |
|
|
G42 |
刃先半径右補正 |
G98 |
ぶんきゅうおくり |
|
|
G50 |
座標系設定 |
G99 |
毎送り |
|
|
G65 |
マクロプログラム |
|
|
マクロ命令コード
|
Gコード#コード# |
Hコード#コード# |
機能 |
定義#テイギ# |
|
G65 |
H01 |
割り当て#ワリアテ# |
# i = # j |
|
G65 |
H02 |
じっしんかさんえんざん |
# i = # j +# k |
|
G65 |
H03 |
デシマル減算 |
# i = #j-# k |
|
G65 |
H04 |
デシマル乗算 |
# i = # j ×# k |
|
G65 |
H05 |
デシマル除算 |
# i = # j ÷# k |
|
G65 |
H11 |
バイナリ加算(または演算) |
# i = # jOR# k |
|
G65 |
H12 |
バイナリ乗算 |
# i = # jAND# k |
|
G65 |
H13 |
バイナリ排他的論理和 |
# i = # jXOR# k |
|
G65 |
H21 |
10進数開平方 |
# i = |
|
G65 |
H22 |
10進絶対値 |
# i=︱#j︱ |
|
G65 |
H23 |
デシマルマージン |
# i = #j-trunc(#j÷# k)×# k |
|
G65 |
H24 |
10進数から2進数へ |
# i = BIN(# j) |
|
G65 |
H25 |
バイナリが10進になる |
# i = BCD(# j) |
|
G65 |
H80 |
無条件転送 |
プログラムセグメントへジャンプN |
|
G65 |
H81 |
条件付き遷移1 |
IF# j =# k,GOTON |
|
G65 |
H82 |
条件付き遷移2 |
IF# j ≠# k,GOTON |
|
G65 |
H83 |
条件付き遷移3 |
IF# j ># k,GOTON |
|
G65 |
H84 |
条件付き遷移4 |
IF# j <# k,GOTON |
|
G65 |
H85 |
条件付き遷移5 |
IF# j ≥# k,GOTON |
|
G65 |
H86 |
条件付き遷移6 |
IF# j ≤# k,GOTON |
|
G65 |
H99 |
ユーザーアラームの発生 |
生成(500+n)ユーザーアラーム |
オンライン照会
-
連絡先
-
会社
-
電話番号
-
Eメール
-
ウィーチャット
-
認証コード
-
メッセージの内容
-